Você já parou para pensar que o momento de maior vulnerabilidade da sua planta não é durante a operação normal, mas no exato instante em que você tenta torná-la segura para a manutenção?
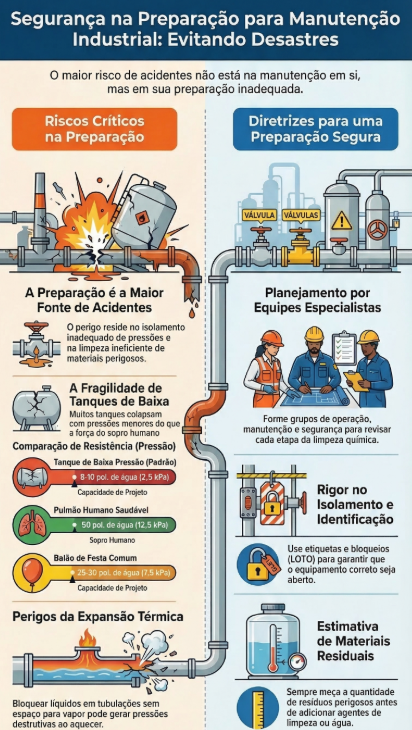
Em refinarias e indústrias químicas de classe mundial, a manutenção anual consome de 3% a 8% dos custos de reposição de ativos. É uma atividade vital. No entanto, o renomado especialista em segurança de processo, Trevor Kletz, eternizou uma verdade desconfortável: “A manutenção é uma grande fonte de acidentes, não tanto a manutenção em si, mas a preparação dos equipamentos para a manutenção”.
Procedimentos inadequados, falhas de isolamento, ou “improvisos” bem-intencionados para limpar e liberar linhas frequentemente resultam em equipamentos destruídos e fatalidades. Neste artigo, vamos analisar três falhas clássicas de engenharia durante a preparação para manutenção que provam que boas intenções, sem embasamento técnico, são uma receita para o desastre.
——————————————————————————–
1. Tanques Atmosféricos e o “Paradoxo do Balão”
Muitos operadores e engenheiros de campo subestimam a extrema fragilidade mecânica de tanques de armazenamento atmosféricos (baixa pressão).
Em um caso documentado, um supervisor precisava liberar trabalhos de solda no teto de um tanque de álcool. Preocupado com os vapores inflamáveis saindo pelo respiro (vent), ele decidiu adaptar uma mangueira do respiro até um tambor com água, criando um “selo d’água” para dissolver os vapores. O que parecia uma sacada genial de segurança falhou miseravelmente: quando a operação começou a bombear o líquido para fora do tanque, a resistência da água no tambor impediu a entrada de ar, gerando vácuo e causando o colapso parcial do teto do tanque.
Um erro similar ocorre frequentemente quando pintores cobrem válvulas de vácuo-pressão (respiros de conservação) com plástico para evitar a entrada de respingos de tinta ou areia de jateamento. Uma simples chuva de verão resfriando o tanque (condensação de vapor) ou o bombeamento do fluido interno cria um vácuo destrutivo.
A Física da Fragilidade
Para colocar em perspectiva:
- Muitos tanques de baixa pressão são projetados para suportar apenas 8 a 10 polegadas de coluna de água (2 a 2,5 kPa) de pressão positiva, e ínfimas 3 a 4 polegadas de água (0,75 a 1 kPa) de vácuo.
- Um pulmão humano saudável pode gerar mais de 50 polegadas de água de pressão.
- Encher um simples balão de festa exige de 25 a 30 polegadas de água.
A dura realidade de engenharia: Se você tem capacidade pulmonar para encher um balão, você tem pressão suficiente para deformar e destruir um tanque industrial isolado.
——————————————————————————–
2. Expansão Térmica: A Bomba-Relógio em Linhas Bloqueadas
Outro erro fatal na preparação para manutenção é a falha no gerenciamento da expansão térmica de líquidos confinados.
Em uma fábrica de sorvetes, o gerente da planta tentava substituir uma válvula de dreno vazando em um sistema de refrigeração de amônia. O sistema foi isolado (bloqueado por válvulas), mas ficou cheio de amônia líquida, sem dispositivo de alívio de pressão. Para derreter o gelo acumulado na válvula e facilitar o dreno do óleo, o gerente colocou uma mangueira de vapor quente sob o equipamento. O aquecimento do líquido confinado gerou uma pressão extrema, rompendo o evaporador, liberando amônia e causando uma explosão que custou a vida do gerente e gerou milhares de dólares em danos.
O Perigo do “Liquid-Full”
Fluidos como amônia, cloro ou até mesmo água, quando bloqueados em tubulações sem espaço de vapor (vapor space), geram pressões astronômicas com a mínima elevação de temperatura.
- Se a água for bloqueada a 21°C (70°F) e aquecida para apenas 49°C (120°F), a pressão térmica pode atingir absurdos 2.500 psi (17.240 kPa), destruindo a maioria das tubulações de refinaria.
- Para prevenir isso, a engenharia deve utilizar garrafas de expansão ou válvulas de alívio térmico roteadas para locais seguros.
——————————————————————————–
3. Reações Químicas Adormecidas: O Caso do Agitador
A preparação para manutenção muitas vezes exige que partes do sistema continuem operando ou fiquem em “espera” (standby). A falta de visão sistêmica pode transformar misturas inofensivas em reatores descontrolados.
Em uma planta química, um sistema utilizava Ácido Clorídrico (HCl) para dissolver Carbonato de Cálcio (CaCO3) em tanques de fibra de vidro. A manutenção agendou a troca de óleo do agitador do Tanque 2. O equipamento foi desligado e bloqueado por 2 horas, mas o fluxo de ácido continuou caindo no sistema, acumulando uma grande quantidade de carbonato de cálcio não reagido no fundo do tanque.
Após a manutenção, o operador simplesmente religou o agitador. Imediatamente, o ácido forte e os sólidos acumulados reagiram violentamente, liberando instantaneamente cerca de 11,3 m³ (400 pés cúbicos) de gás carbônico (CO2). A sobrepressão gerou uma erupção de fluido a 9 metros de altura e rompeu os tanques de fibra de vidro. Em escala micro, foi o equivalente a “misturar pastilhas efervescentes em um copo cheio de vinagre”.
——————————————————————————–
Conclusão: Engenharia Não Aceita “Improvisos”
Os incidentes descritos provam que a preparação para manutenção não é uma atividade secundária; é uma intervenção crítica no projeto original da planta. Limpar uma linha quimicamente pode gerar gases tóxicos letais (como o H2S), e usar mangueiras para adequar respiros pode colapsar tanques.
A legislação de segurança de processos (como a norma da OSHA sobre Gestão de Segurança de Processo) exige que o trabalho não rotineiro seja rigorosamente controlado e que as autorizações de trabalho avaliem os riscos induzidos. A engenharia e a operação devem sempre aplicar a Gestão de Mudanças (MOC) e realizar Análises de Risco mesmo para as tarefas preparatórias “simples”, garantindo que a tentativa de liberar um equipamento não se torne o evento iniciador de uma catástrofe.
A sua equipe de manutenção entende a física por trás dos equipamentos que eles isolam? Compartilhe este artigo na sua próxima reunião de DDS ou painel de confiabilidade.
——————————————————————————–
Referências
KLETZ, T. A. Critical aspects of safety and loss prevention. London: Butterworth, 1990.
INSTITUTION OF CHEMICAL ENGINEERS. Over- and under-pressuring of vessels, hazard (workshop module 001). Rugby, England: Institution of Chemical Engineers, 1987.
REFRIGERATING ENGINEERS AND TECHNICIANS ASSOCIATION. One man’s death: an investigative report. In: The Technical Report 3, no. 2. July 1990.
STANDARD OIL COMPANY (INDIANA). Hazards of Water in Refinery Process Systems. Chicago, III., 1960.
OSHA, US Department of Labor. Process safety management of highly hazardous chemicals: compliance guidelines and recommendations for process safety management, 29 C.F.R. Part 1910.119.